|

|

|

|
La difficulté réside d’une part dans l’ordre des défonces, mais surtout dans le positionnement de chaque gabarit.
Pour les défonces peu profondes, il faudra veiller à utiliser un gabarit suffisamment épais pour que l’appui du roulement se fasse en rapport avec la profondeur désirée |
|

|

|

|
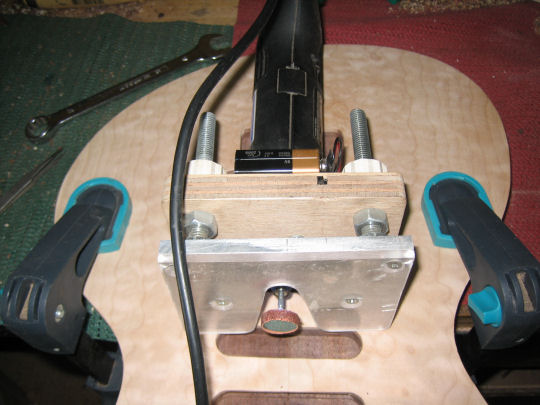
Le diamètre des inserts nécessite un perçage à 9,5mm, puis montés à la presse, en prenant appui sur un boulon que l’on visse partiellement.
Puis vient le verdict du montage à blanc |
|

|

|

|
| Pour masquer la forme trapzoidale des micros simples, il a fallu créer un dégagement sous la table à la défonceuse équipée d’une fraise en « T », puis finition à l’aide de la dremel montée sur support, et d’un peu d’abrasif collé à la super glue sur une fraise corindon |
|

|

|
|

|

|

|
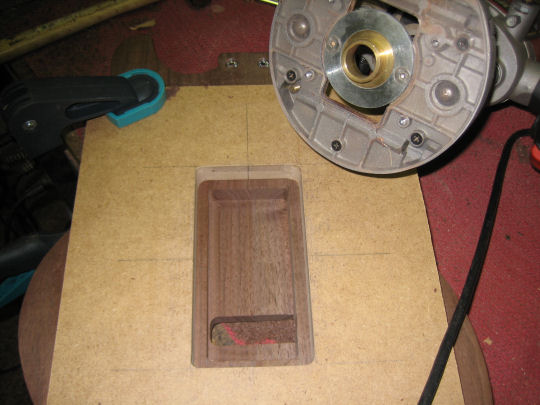
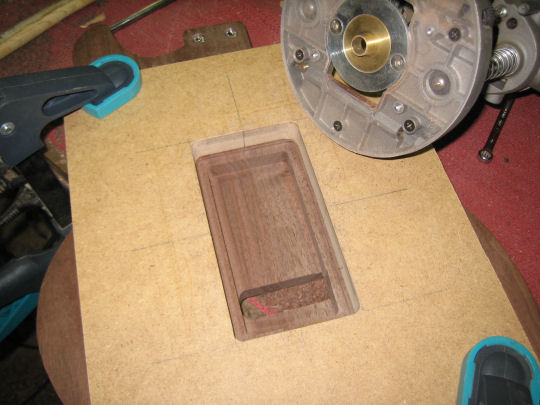
| Afin d’usiner la défonce et la feuillure sans bouger le gabarit, j’ai utilisé deux bagues de copiage avec une fraise de 8mm et de 6mm. Premier passage à l’aide d’une bague de 24 et de la fraise de 8mm, et la feuillure est réalisée avec une bague de 12mm et un fraise de 6mm |
|

|

|

|
| Détail de la procédure : d’abord dégrossissage à l’aide d’une mèche forstner de gros diamètre pour soulager la défonceuse, puis usinage à l’aide de la grosse bague. La feuillure nécéssite de se rapprocher du bord, dont on monte une bague plus étroite |
|

|

|
| Après le perçage des trous des mécaniques, on peut passer à un premier montage à blanc pour tester l’action et le réglage du vibrato … |
|

|

|

|
| Pour pouvoir caser l’électronique du sustainer, il m’a fallu agrandir la cavité arrière. Puis dégrossissage du chanfrein stomacal à la meuleuse équipée d’un disque abrasif à lamelles, et finition au wastringue |
|

|

|

|
| Usinage de la feuillure qui recevra le filet (binding), un premier contre filet est collé à la super glue à la base de la feuillure. Puis le filet principal est collé à l’aidre d’acétone passée au pinceau. L’acétone fait fondre le PVC, et le rend donc adhésif |
|

|

|

|
| Une fois sec, on arase les filets à l’aide d’un racloir, puis un léger ponçage au 240 et enfin on peut le lustrer à la laine d’acier |
|

|

|

|
| Afin de masquer le trait de colle disgracieux de la tête rapportée, j’ai décidé de coller un placage de loupe d’érable. Pour que ce dernier colle bien à la volute, j’ai utilisé un peu de mousse haute densité, puis maintenus à l’aide de serre-joints |
|

|

|

|
| Pendantque la colle sèche, je m’occupe des perçages. Tout est repéré sur un plan à l’échelle 1:1. Puis perçages et défonçage de la rainure du sélecteur. Une fois la colle du placage sèche, découpage du placage et arasement à l’abrasif |
|

|

|

|
| Début de découpage du logo de tête (mes initiales), puis on dessine le contour avec un crayon fin. Ensuite, pour éviter que le bois ne s’arrache à l’usinage, on découpe le contour à l’aide d’un bistouri |
|

|

|

|
| La défonce est réalisé avec une mini perceuse (dremel), montée sur un mini support défonceuse. J’utilise pour cette opération des micro fraises de dentiste. |
|

|

|
| L’incrustation est collée à la colle époxy chargée de ponce de noyer pour combler les interstices. Puis poncée pour être arasée. Le manche est désormais terminé, il sera mis à l’abris jusqu’au vernis |