Le but lors de la fabrication de ma bobineuse, était bien entendu le fait de pouvoir fabriquer mes propres micros pour mes projets. C’est chose faite, et vous trouverez ci dessous, un reportage photo reprenant toutes les étapes de fabrication.
Ces premiers micros sont destinés à mon projet en cours, la « Windy », en complément du humbucker Seymour Duncan TB11 en position chevalet.
Merci à Franck (qui se reconnaitra 😉 ), pour ses précieux conseils ! Vous pouvez d’ailleurs visiter son site il apparait dans la « blogoliste » ci contre.
Avant de pouvoir fabriquer un micro pour guitare, il faut se procurer les ingrédients principaux :
– Aimants cylindriques en ALNICO V (Aluminium, Nickel, Cobalt) (Ref Conrad: 503690-62)
– Fil calibre AWG 42 (Américan Wire Gauge) (le fil de calibre 42 fait 0.063mm de diametre) : www.wires.co.uk. Pour ce projet, j’ai utilisé du fil « spécial micro guitares » du même fournisseur, son diametre est légèrement inférieur : 0.061 mm.
– Plaque époxy pour circuit imprimé , source : n’importe quel revendeur de matériel électronique. A noter que l’on peut utiliser n’importe quel support, la plaque cuivrée présente l’avantage de permettre la soudure directement, avec éventuellement des rivets métallisés. Sur un support classique, les rivets sont indispensable pour souder les fils. On peut même imaginer utiliser du mika, ou des plaques de C.I de récupération après les avoir dépouillées de leurs composants, et les avoir poncées.
– Fil audio 2 conducteurs + tresse de masse (Ref conrad : 606600-62).
– Capot micro format Stratocaster (www.stewmac.com, rubriques pickups kits)
– Adhésif
– Colle cyanocrilate (super glu 3)
– Parafine (ou bougie)
– De la cire d’abeille est une option interressante (voir ci après).
Le budget pour un micro (hors considération des consommables) est de :
- 6 aimants à 0,60 € = 3,60 €
- Fil émaillé = 4,50 € (une bobine de fil vous coûtera 30 euros envion, elle permet le bobinage de 7 micros)
- Plaque époxy = 1,6 € la plaque de 60mm x 100mm
- Fil audio = 0,20 € (0,65 € le metre)
- Capot plastique = 1,5 €
Soit un total d’environ à peine plus de 11€, ce qui démontre le côté avantageux de l’opération, en comparaison d’un micro moyenne gamme qui coûte entre 50 et 65 €uros.
Assez parlé, place au reportage :
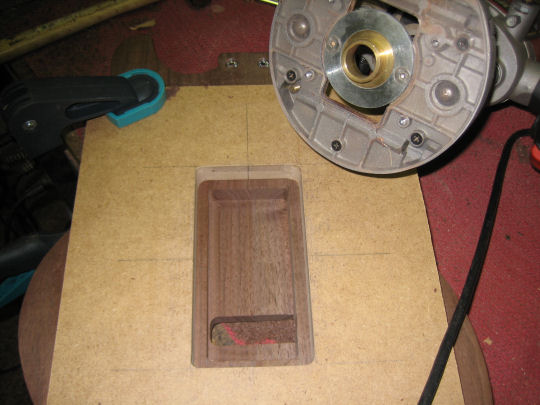
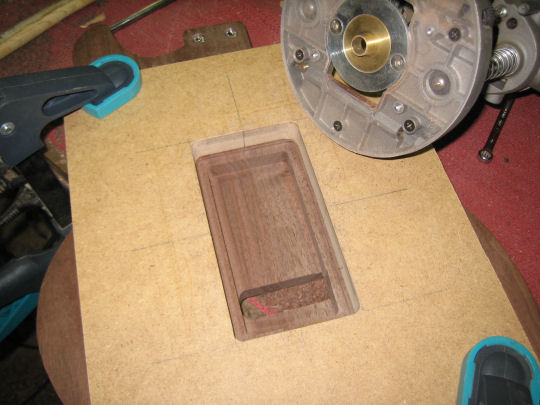
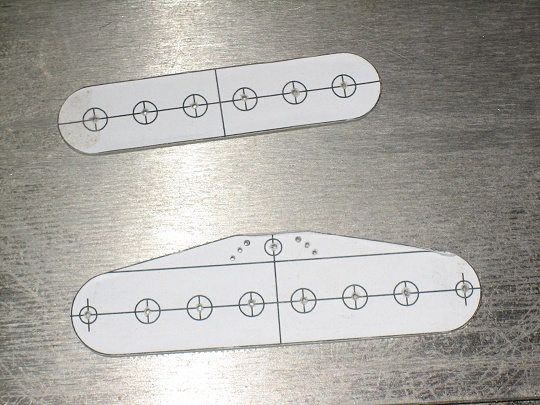
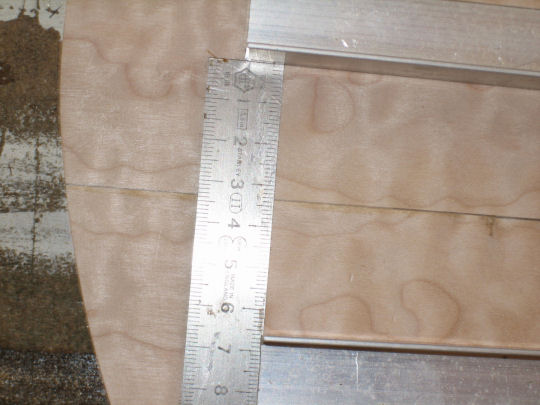
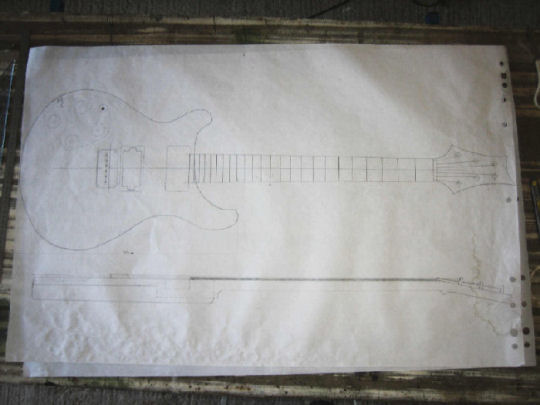
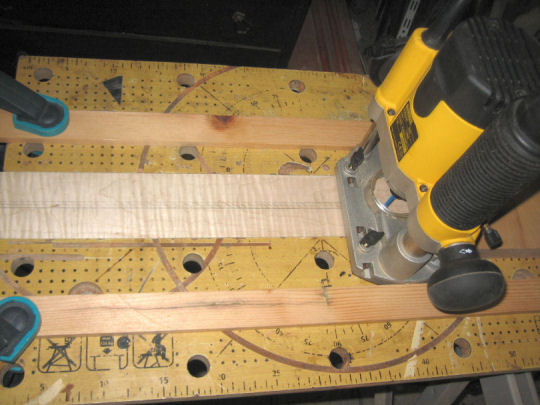
| La première étape consiste à réaliser un plan papier précis, que l’on colle sur le plastique de protection de la plaque époxy. Vous trouverez en fin d’article, le fichier PDF pour un micro de ce type |
 |
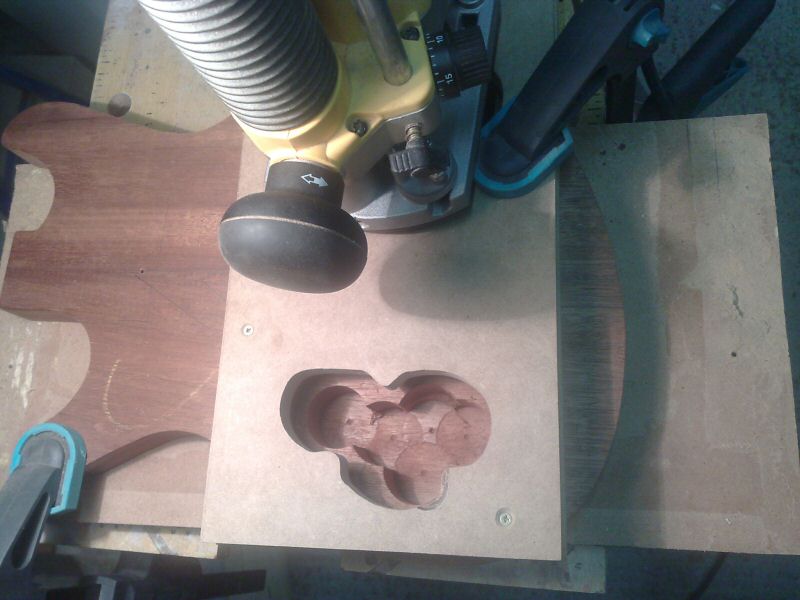
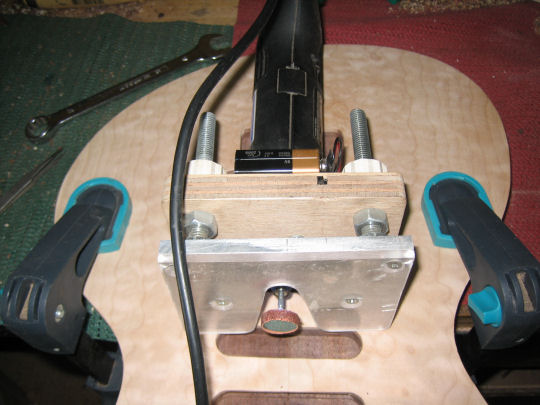
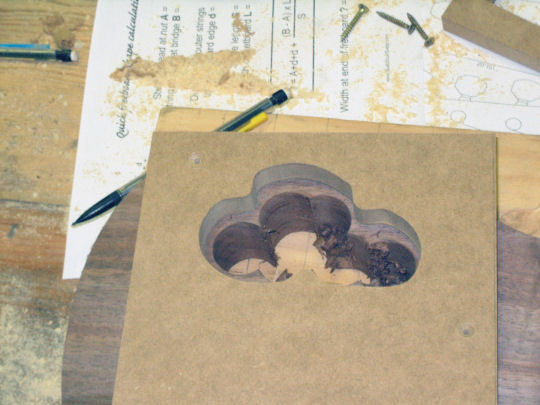
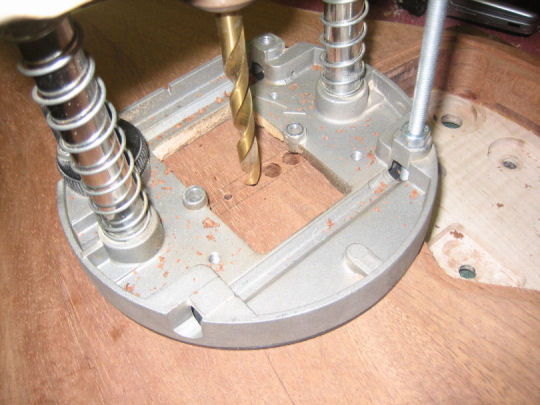
Une fois l’usinage réalisé, les pré-perçages permettant de centrer et aligner précisément les logements des aimants, on nettoie l’epoxy de sa couche photosensible, et on perce les trous au diamètre définitif (5mm pour les aimants, 3,5 pour le trou central et les fixations latérales, 0.8mm pour les fils).
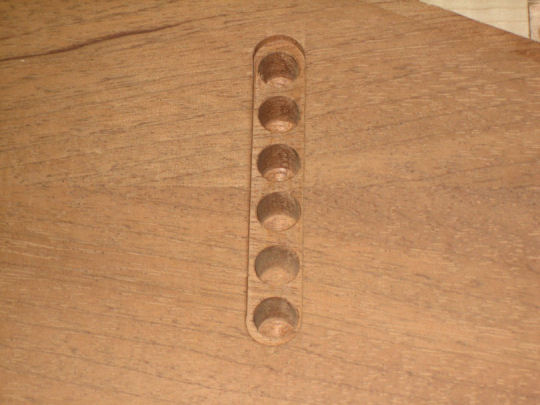
Puis on fraise légèrement la face cuivrée des logements des aimants. Ne pas oublier de meuler à l’aide d’une mini perceuse, un des deux logements des fils, afin de l’isoler du reste de la carcasse |
 |
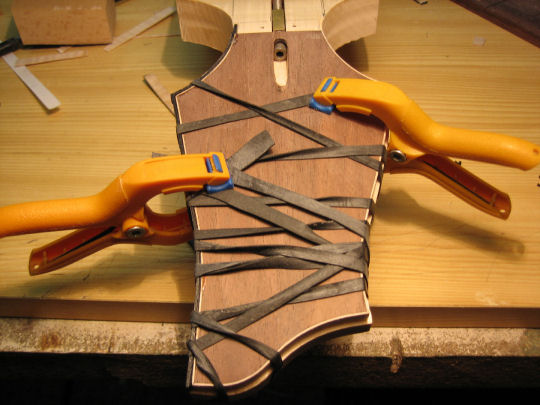
| Les aimants sont alors collés à la super glue sur l’embase et la partie haute, après avoir calé cette dernière en fonction de l’épaisseur du capot |
 |
| On vérifie que tout s’emboite correctement, et on rectifie si besoin |
 |
| Il faut percer quelques trous (diametre 1 ou 2) entre les aimants, pour permettre à la parafine de pénétrer par la suite. Puis les aimants sont protégés à l’aide d’une bande de ruban adhésif (Avec le temps, ils ont tendance à s’oxyder, cela permet de protéger le bobinage) |
 |
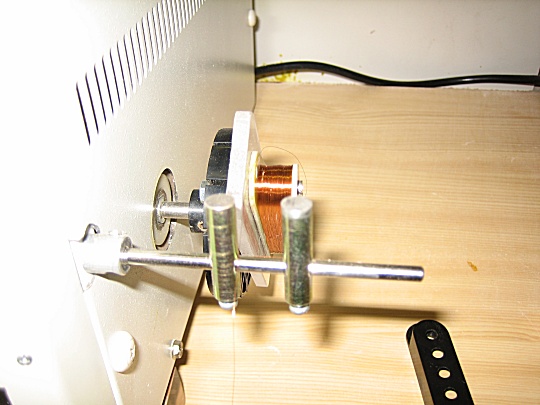
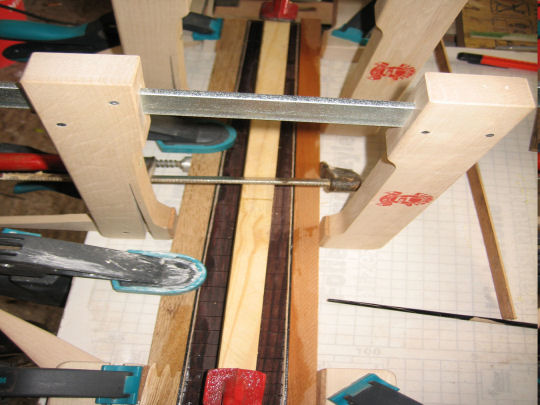
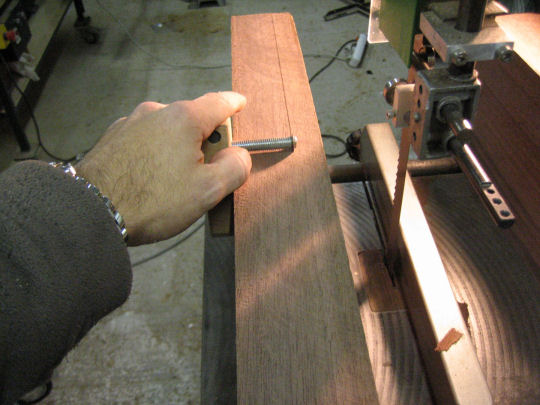
| Un trou de 2,5mm de diametre est percé au centre de la carcasse, il permet de fixer la bobine sur le porte-bobine. Cette opération est facultative, vous pouvez utiliser du scotch double faces |
 |
| Une fois le porte bobine fixé à son axe, quelques tours morts de fil sont effectués et immobilisés avec du scotch. Cette opération présente l’avantage d’avoir de la marge lors de la soudure ultérieure… |
 |
| Et on bobine quelques tours à la main pour bien positionner les premières spires… |
 |
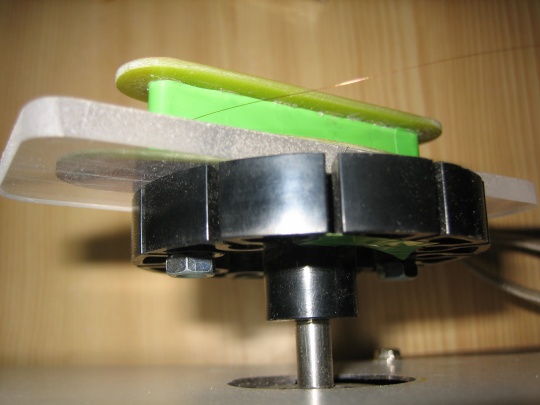
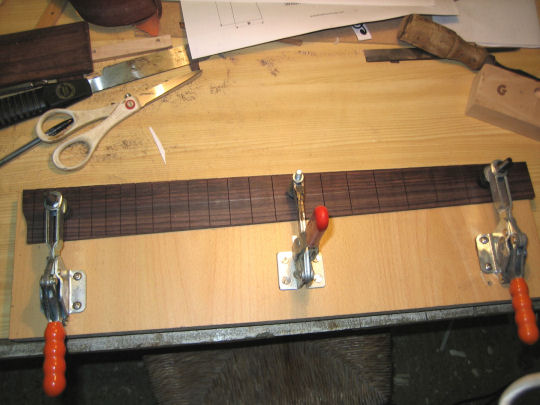
| Les butées sont réglées pour éviter de déborder lors du bobinage, vous pouvez voir la bobine terminée. un film du bobinage est disponible en fin d’article… |
 |
| Un micro de stratocaster, est en moyenne bobiné à 8300 tours, on s’en approche … |
 |
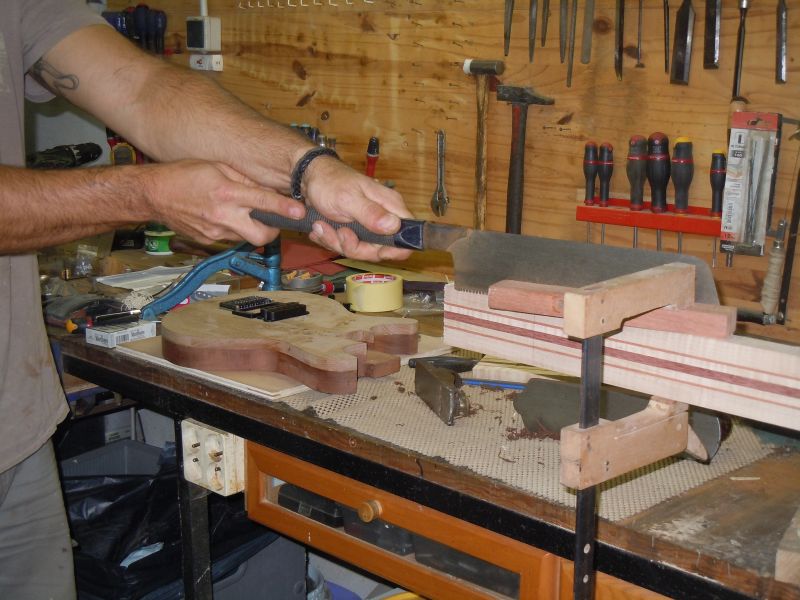
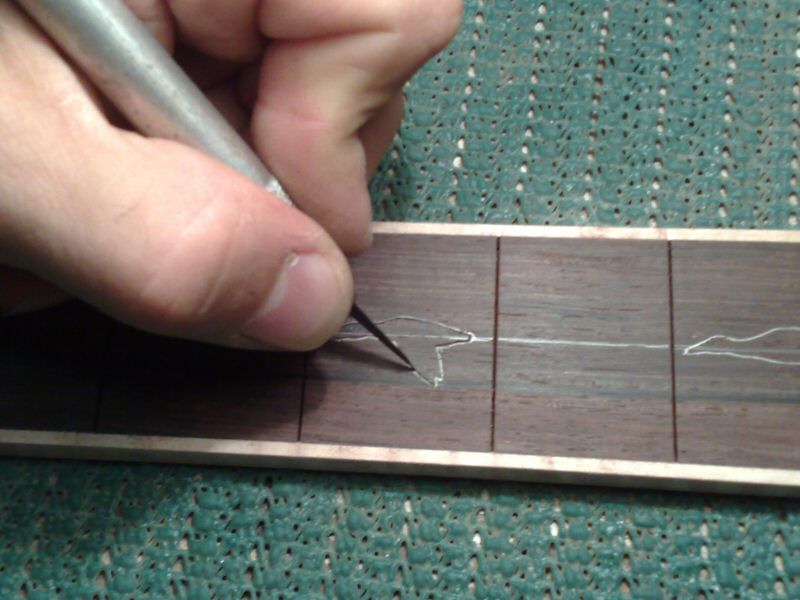
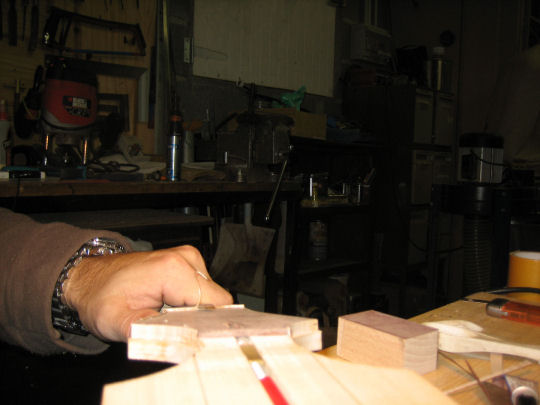
Avant d’enrouler le fil, il faut le « dénuder », ou plutôt, gratter son vernis pour que la soudure accroche. Je réalise cette opération en grattant le fil avec la lame d’un cutter.
Puis, à l’aide d’une pince à épiler, le premier brin est alors enroulé sur les 2 premiers trous prévus à cet effet |
 |
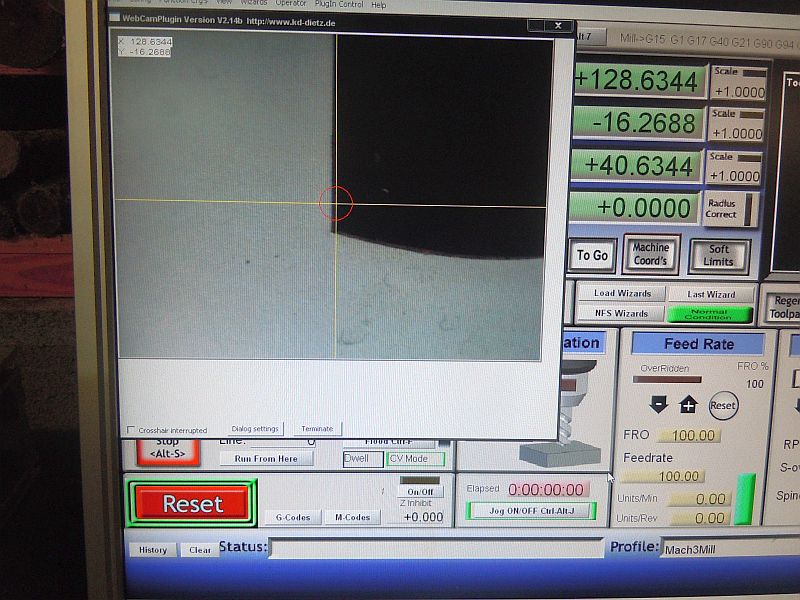
| On passe alors à la mesure de la résistance du micro. 6.26 K.ohms semble être une bonne mesure pour un micro simple, elle se situe dans la moyenne… |
 |
| Il ne restera plus qu’à souder le câble dans le 3eme trou prévu, et de souder la tresse de masse sur la carcasse, cela permettra aussi de maintenir le fil. Puis on protège le bobinage avec à nouveau du ruban adhésif |
 |
| La parafine est alors fondue au bain marie, LAISSEZ LA REPOSER JUSQU’A ENVIRON 75°C AVANT D’Y TREMPER LES MICROS !!!. Attention: la parafine fondue est extrêmement inflamable, ne la faites pas fondre à l’aide d’un brûleur à gaz, préférez une plaque électrique !!! |
 |
On contrôle que la parafine pénètre bien dans le micro, des bulles doivent s’échapper. Au bout de 10-15mn, il ne devrait plus y avoir d’air.
La paraffine a tendance à légèrement se rétracter lors du séchage, c’est la raison pour laquelle, beaucoup conseillent de la mélanger avec environ 30% de cire d’abeille, qui limitera ce phénomène. |
 |
| On surveille les bulles … |
 |
A la fin de l’opération, on nettoie soigneusement les micros à l’aide de papier essuie-tout, et on remonte le tout. Laissez les reposer à température ambiante.
On peut éventuellement protéger les brins de départ et de fin de bobinage à l’aide d’adhésif |
 |
| Cadeau bonus, un petit film lors du bobinage : |
Vous pouvez également télécharger le Plan des carcasses
Downloads:4370
|
Vous pouvez maintenant tester vos micros : A vos fers à souder !!!
Strib