Fabrication de la Wind V2, PARTIE 3Posté par strib le 19 novembre 2014
|
|
|
|
| Après défonçage du neck pocket, la mise en place du manche fait apparaître LE défaut rédhibitoire !!! La forme de la touche est fausse, les cordes ne suivent pas le bord … Pire encore, elles sont limites hors de la touche à la 24e case… Je dois avouer que cette surprise m’a pas mal découragé ! Je n’avais devant moi que deux solutions : Soit décoller la touche, puis la retailler à la bonne forme puis lui coller des filets supplémentaires pour retrouver la bonne dimension Soit faire sauter les filets, puis replaquer sur toute la hauteur du manche ! Cette seconde solution ne me plaisait guère … J’ai donc décidé de sauver la touche, en sacrifiant le manche … En effet, la touche doit totaliser une bonne quinzaine d’heures de travail d’incrustation. le manche « seulement » 8 … |
||
|
|
|
|
| Opération décapitation !!! | ||
|
|
|
|
| Ensuite, il faut lever les filets… Étant donné que j’ai quelques millimètres à rattraper, et que je ne veux pas prendre de risque d’utiliser la scie ou le rabot, surtout que la touche est « slottée », un éclat est si vite arrivé … Ça fait un peu arme lourde pour un insecte, mais je l’ai fait à la CNC… Dernière venue à l’atelier |
||
|
|
|
|










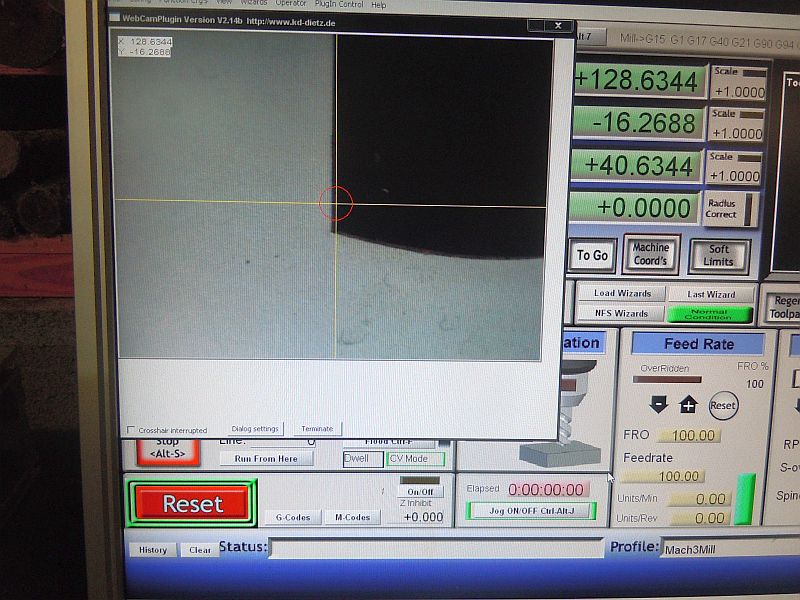

Une petite vidéo de l’opération réalisée à la CNC :

|
|
|
|
| Il est donc temps de reconstruire un manche | ||
|
|
|
|
| C’est reparti !!! Notez la petite cale de bois bien dégauchi qui me sert de guide pour la coupe | ||
|
|
|
|
| Le renversement de la tête est mis en place à l’aide de deux clous pour éviter tout glissement, les empreintes des clous seront masquées par le placage de tête | ||
|
|
|
|
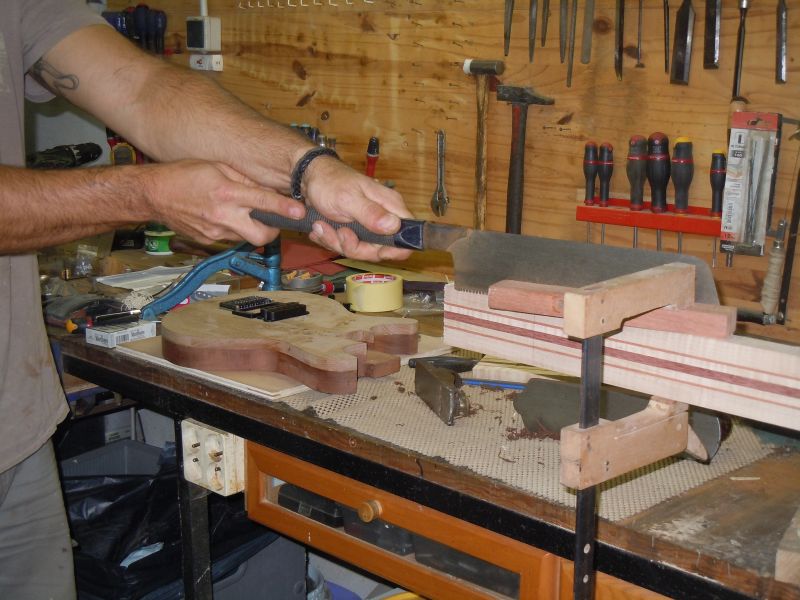
| La touche est rectifiée au rabot en me guidant sur un gabarit en MDF de 6mm | ||
|
|
|
|
| La touche a reçu ses nouveaux filets, pendant que la tête est préparée | ||
|
|
|
|
| Dégagement d’une lumière d’accès au truss rod | ||
|
|
|
|
| A ce stade, l’opération la plus délicate c’est de mettre à dimension le manche de chaque côté du sillet. On travaille en aveugle par petits passages au cylindre ponceur, jusqu’ à affleurer la côte | ||
|
|
|
|
| Pour percer l’assemblage corps/manche, je me suis fabriqué un petit gabarit. Un vulgaire cylindre percé, une petite équerre, cela permet de pointer les futurs trous à réaliser… | ||
|
|
|
|
| Un premier perçage à 2mm traversant, permet de reporter les trous sur le manche, comme avec un canon de positionnement. Puis le logement des férules au dos du corps peut être percé | ||
|
|
|
|
| Perçage du corps et du manche : le corps est percé au diamètre du externe de la vis, tandis que le manche est percé au diamètre de l’âme de la vis (diamètre hors filets) | ||
|
|
|
 |
| Le perçage des trous de passage des cordes traversantes et réalisé à la perçeuse à colonne. Une rainure réalisée à la défonceuse permet d’incruster les férules dans le corps, ainsi, elles ne gêneront pas à l’utilisation. | ||































A venir, Frettage, sculpture du galbe du manche, Défonces pour les micros et sculpture de la table…
<< Retour à la Partie 2