Restauration complète d’une Syderic SF120 PARTIE 3Posted by strib on novembre 23rd, 2014
Bon, démonter, c’est bien, mais il faut aussi tout nettoyer. La plupart des composants ont une épaisse couche de crasse composée de graisse séchée, poussière, limaille et j’en passe.
La mixture est composée de 30% de nettoyant industriel, 30% de kerdane et 30% d’eau.
|
|
|
|
|
|
|
|
|
|
|
|
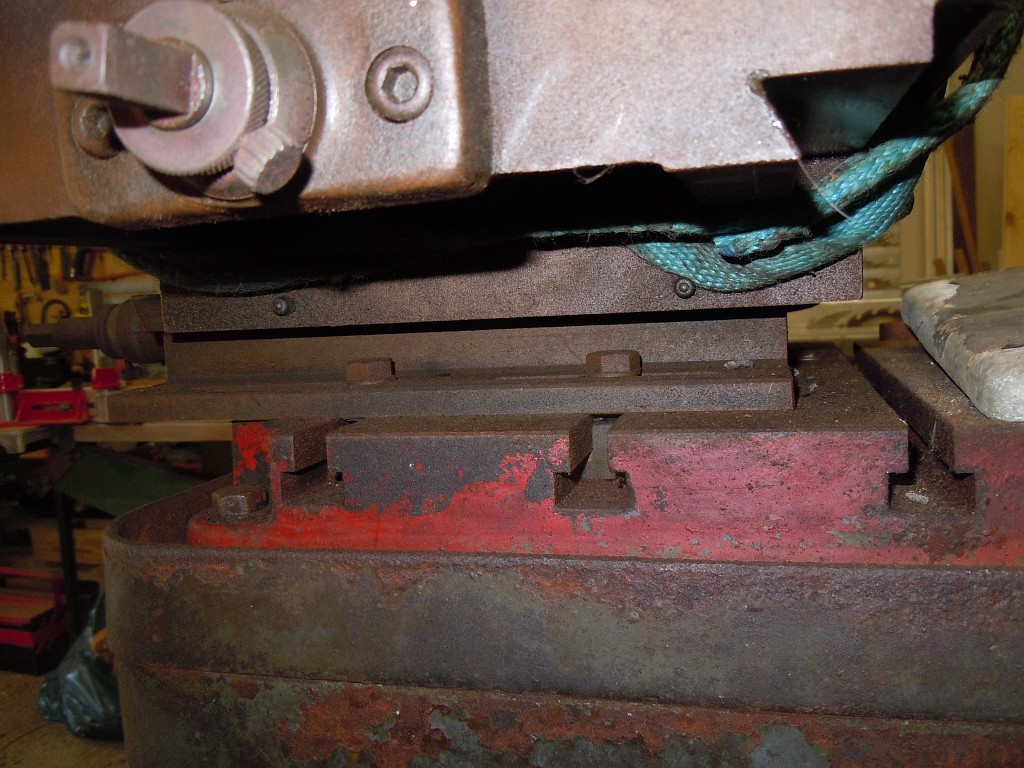
| Un bon nettoyage est nécessaire pour ôter ces différentes couches de crasse. En attendant que les pièces sèchent, je m’occupe de démonter la table croisée de son socle, afin de préparer ce dernier. |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Le socle reçoit une petite soudure à sa base car le métal était mangé par la rouille. Puis je tourne des pieds en métal afin de régler l’assise. Ces derniers sont chaussés de petis embouts en POMC. |
||
|
|
|
|
| On peut passer à la peinture. J’ai utilisé de la peinture « HAMMERITE » couleur vert, diluée et pistolée en extérieur… La plaque de vitesse a été refaite sur ordinateur et imprimée sur une feuille décalcomanie avant d’être recollée. La plaque constructeur en alu et en relief a été peinte en rouge puis passée a plat sur une feuille abrasive 800. Le remontage peut débuter ! |
||
|
|
|
|
|
|
|
|
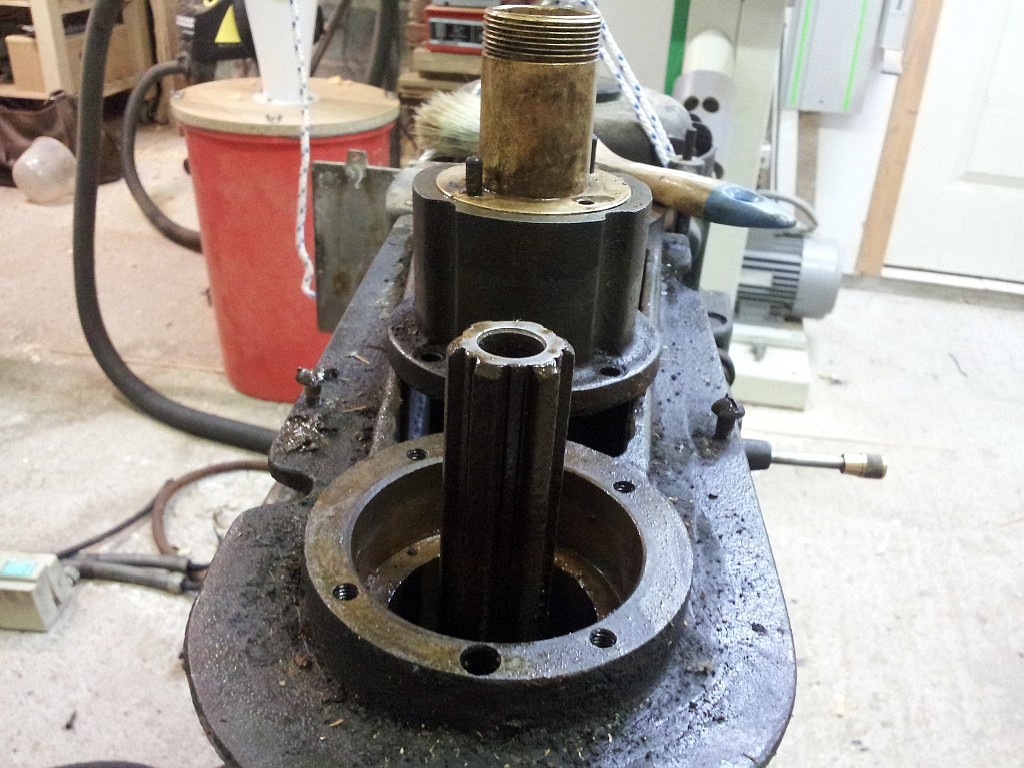
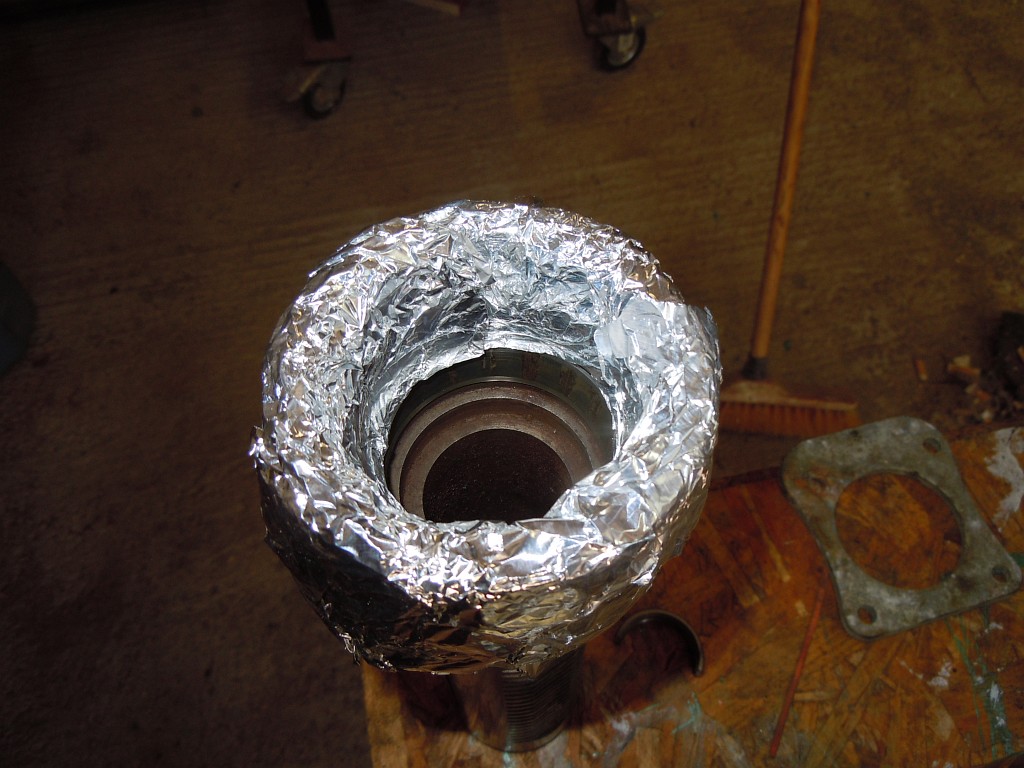
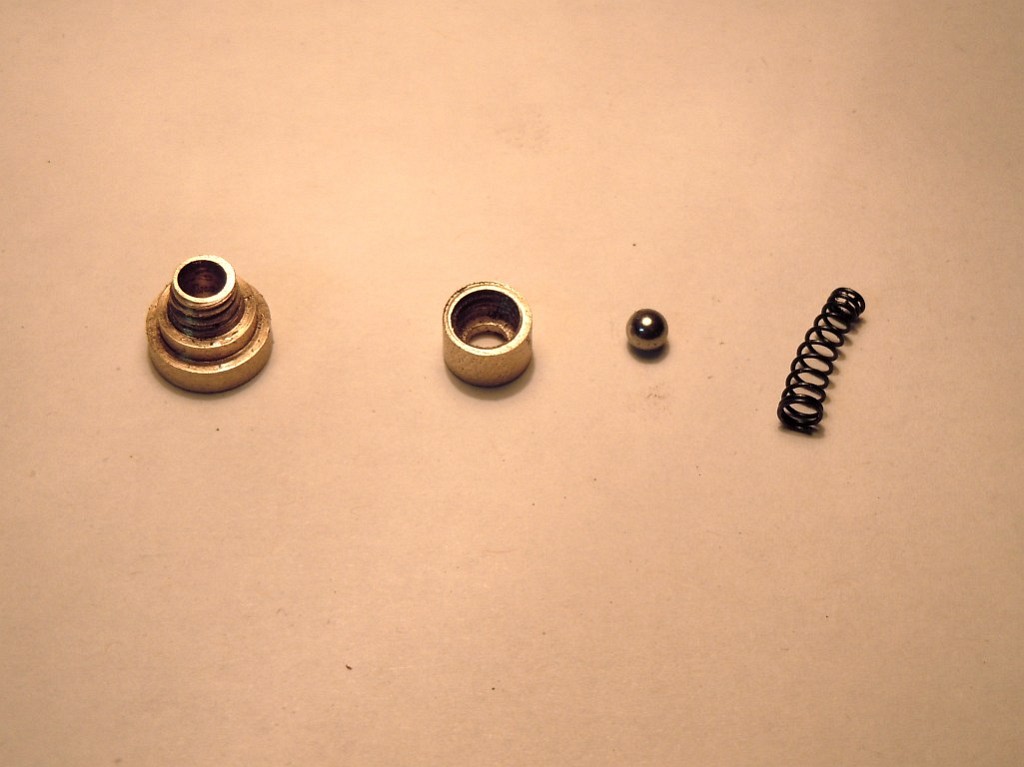
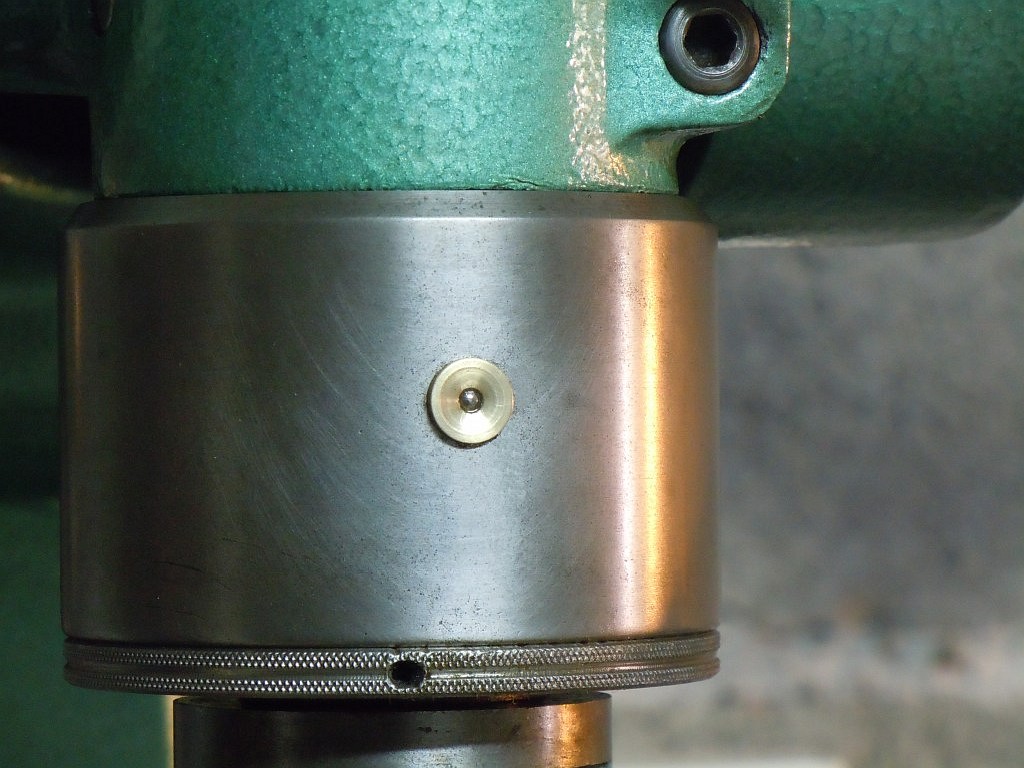
| C’est parti pour le remontage. Les roulements ainsi que le joint spi sont vraiment dans un sale état. Il me faut retirer la bague extérieure du roulement du haut (entrée en force dans le foureau), pour sela, suite à un conseil très précieux, un cordon de soudure permet de le faire. Le truc : Lors du refroidissement, la soudure se rétracte et la bague sort toute seule … Le roulement de queue de broche n’étant pas standard, j’ai donc adapté un roulement à côtes inférieures, et j’ai tourné de bagues en laiton pour l’adapter. place aux images : |
||
|
|
|
|
|
|
|
|
|
|
|
|
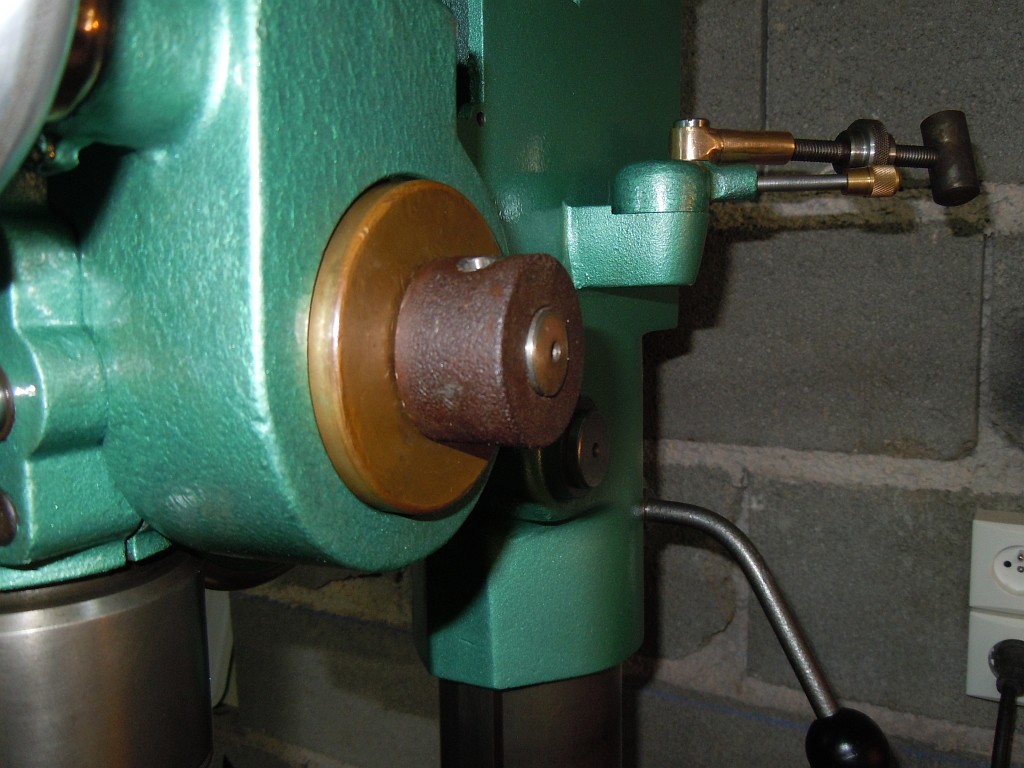
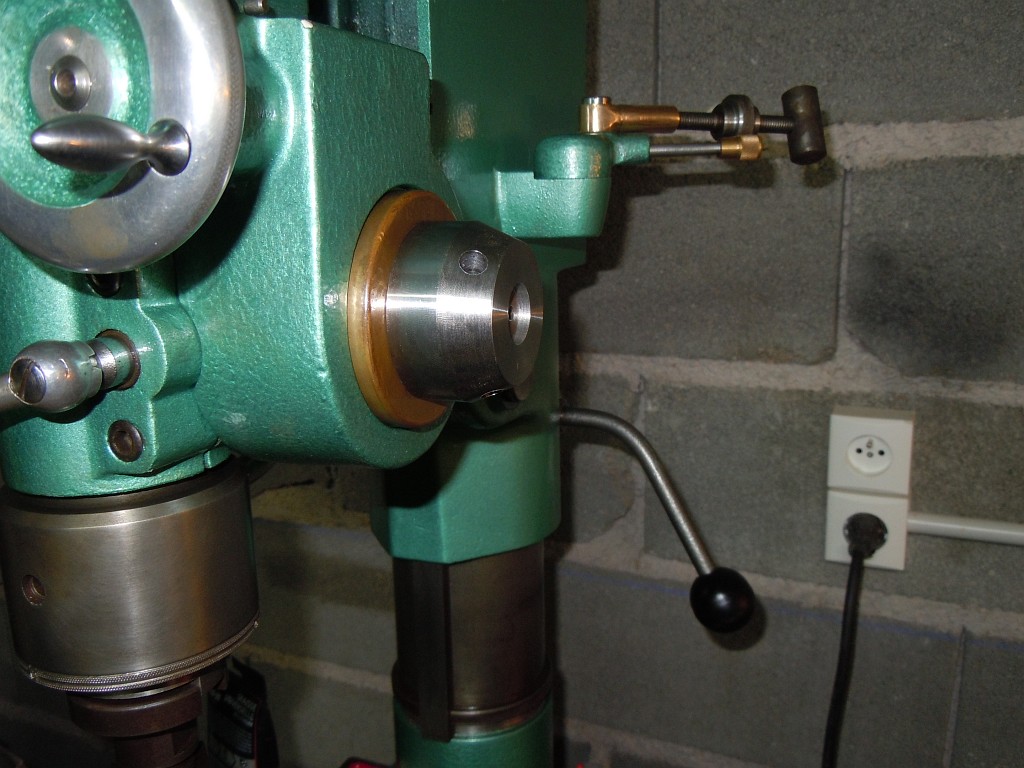
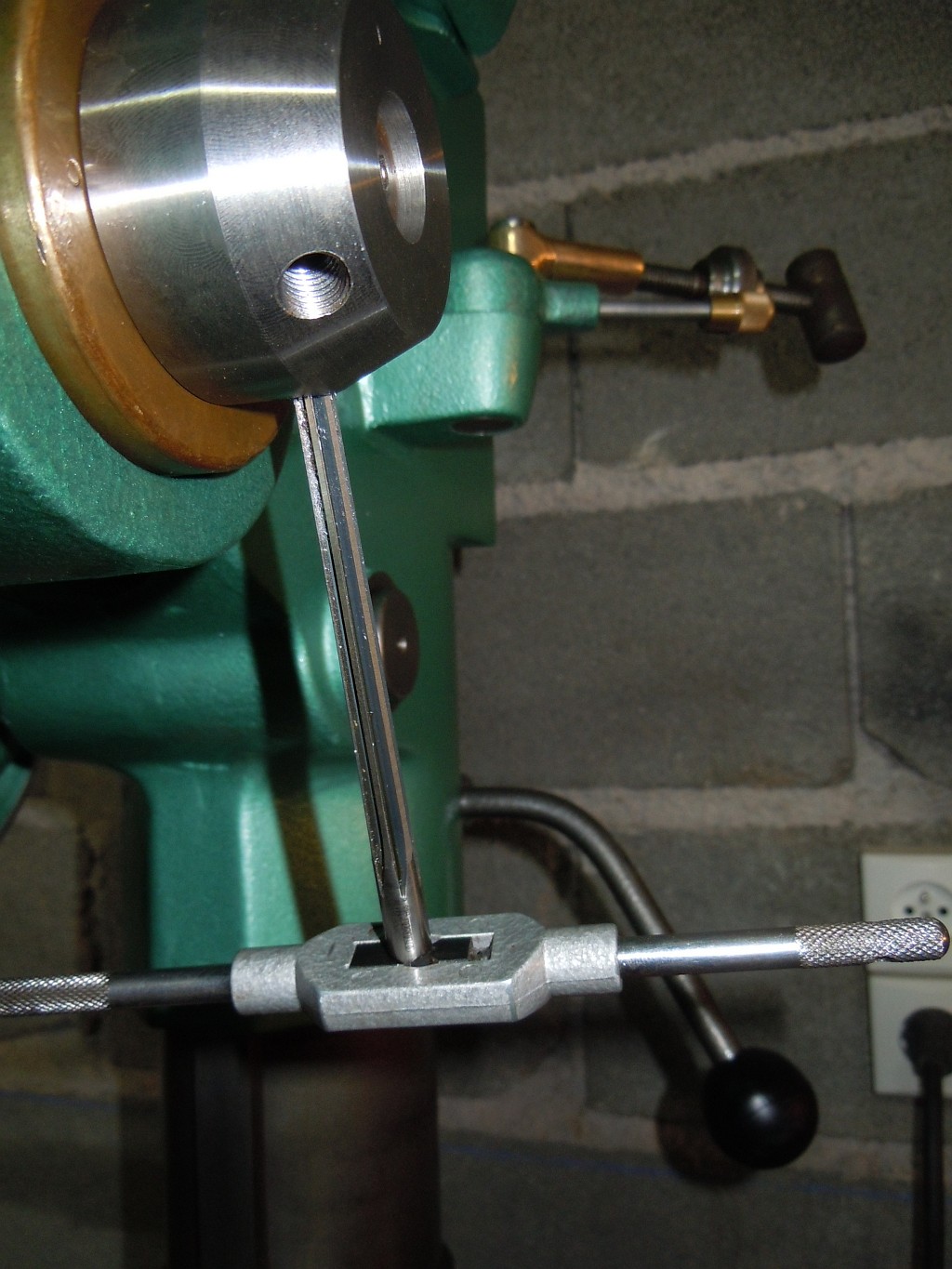
| La fraiseuse n’avait pas de cabestan lorsque je l’ai récupérée. J’ai donc usiné un nouveau moyeu, et utilisé de l’étiré de 12 pour fabriquer les bras à l’identique. Après avoir alésé un disque au bon diamètre, je l’ai ensuite usiné sur un cimblot |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
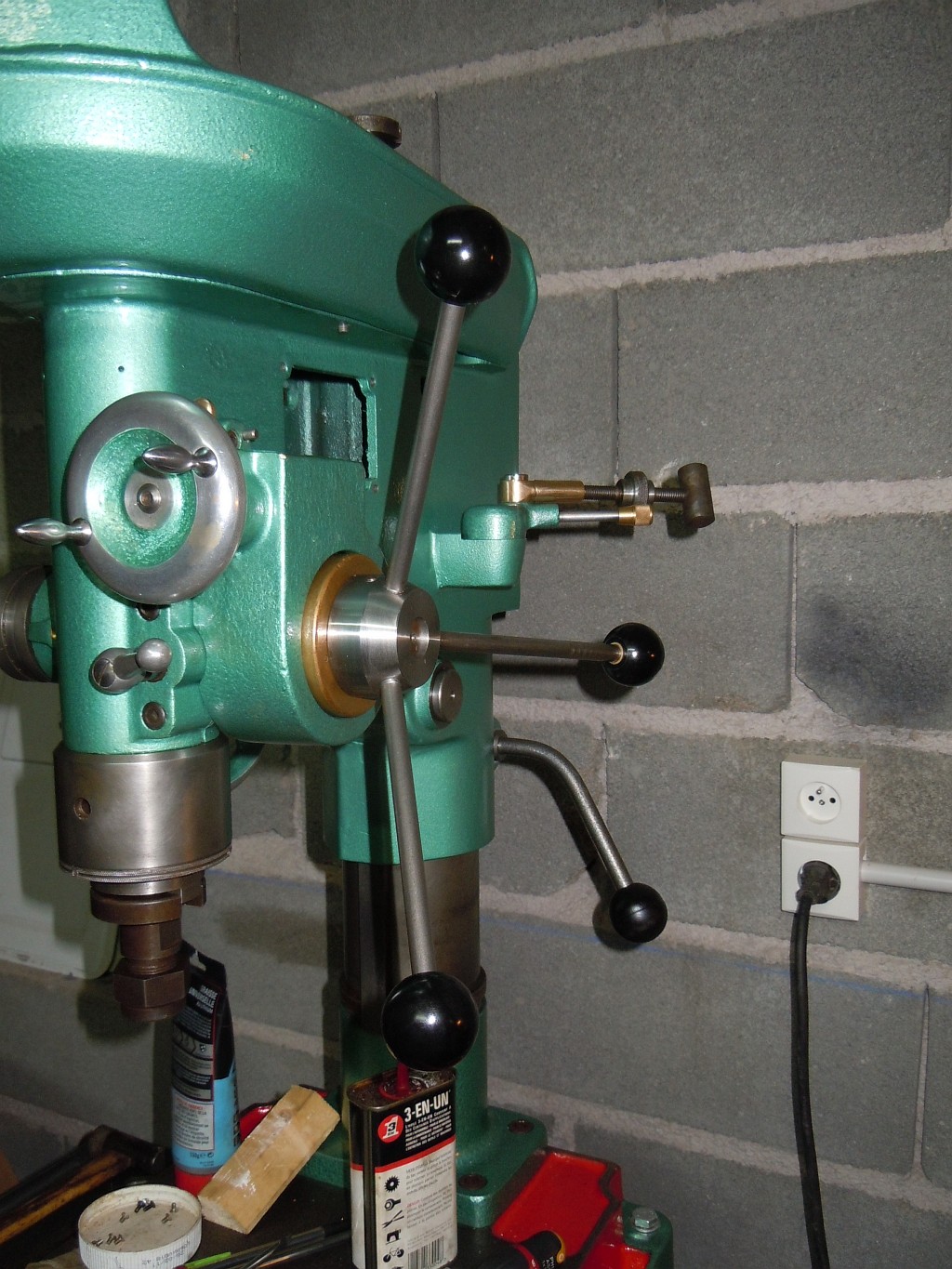
| La fraiseuse ENFIN remontée | ||
|
|
|
|


















































| <<= Retour à la partie 2 | Aller à la Partie 4 =>> |
Filed under: Mécanique | No Comments