Tour BV25 : Problèmes, solutions ou améliorationsPosté par strib le 31 octobre 2012
Petit retour d’expérience avec ce tour.
Même si j’avais conscience que l’achat d’un tour chinois (ou pour de l’outillage en général) est similaire à la loterie, je pense que je n’ai pas tiré le gros lot cette fois ci.
En effet, plusieurs soucis solutionnés pour la plupart d’entre eux, je me dois donc de faire un petit état des lieux, après 6 mois d’utilisation.
J’ai lu quelque part, qu’à l’achat de ce genre de machine, il était conseillé de la démonter, la contrôler et remonter en réglant les principaux problèmes. Même en ne touchant pas à la géométrie générale du tour, on peut facilement l’améliorer. Chose que j’aurais du faire à réception, je me suis contenté de le nettoyer, faire une vidange de la boite et resserrer quelques vis ou boulons ici ou là …
A première vue, tous les tours de la série BV25, BB25 ou autre BVB25 sont identiques. Sauf que j’ai remarqué plusieurs nuances, ne serait-ce que dans l’équipement de base.
Premier exemple (image du site damato, ou j’ai acheté le mien) :

Si vous remarquez bien, il y a un levier au dessus du bouton marche/arrêt qui sert à enclencher la rotation de la vis mère (probablement à l’aide d’un crabot).
Il y a aussi un volant en bout de vis mère, destiné à charioter à la main .
Sur le mien, ces deux éléments n’existent pas.
Sur le tour d’un ami, il n’y a que le levier d’enclenchement de la vis mère, mais pas de volant en bout…. Tout ça pour dire que selon moi, les tours sont assemblés et en fonction de la qualité du montage, on leur met tel ou tel équipement. La machine est ensuite vendue au rabais chez un distributeur, ce qui pourrait expliquer les différences de prix qui subsistent suivant le revendeur…
Parmi les problèmes rencontrés, voici une petite liste avec leurs solutions, si je les ai trouvées…
– Premier soucis : la hauteur de la contrepointe n’est pas correcte ! Mesuré à l’aide d’un cylindre étalon et un comparateur, 3/10e trop haute. il va me falloir (faire) surfacer la semelle…
– Second soucis : Impossible de régler correctement la fluidité du petit chariot porte outils. Il subsiste un point dur, quelque soit le réglage des jeux sur les écrous KN et sur les vis du lardon.
– Troisième soucis et non des moindres, lors d’un usinage on ne peut plus classique, chariotage avec la vis mère. Avance de 0.10mm/tour, un grand clac s’est fait entendre et le trainard s’est immobilisé tout net. Coup de poing sur l’arrêt d’urgence pour inspecter le problème.
Bilan, c’est la jonction pignonerie / Vis mère qui a explosé. S’en est suivi un démontage complet du trainard. Au fur et à mesure de mes investigations, je me suis rendu compte que la vis mère ne tournait absolument pas librement. Et pour cause, l’axe qui se loge dans le palier en bout de banc est tordu. Environ 1,5mm de voile, une fois le palier démonté, la vis tourne sans problèmes.
Afin de ne pas usiner directement la vis mère et lui faire perdre en solidité (le diamètre de l’axe est de 12mm, si j’avais du l’usiner, il aurait fait environ 10mm).
J’ai choisi l’option de chemiser la vis mère, et de tourner le tout à 13.5mm.

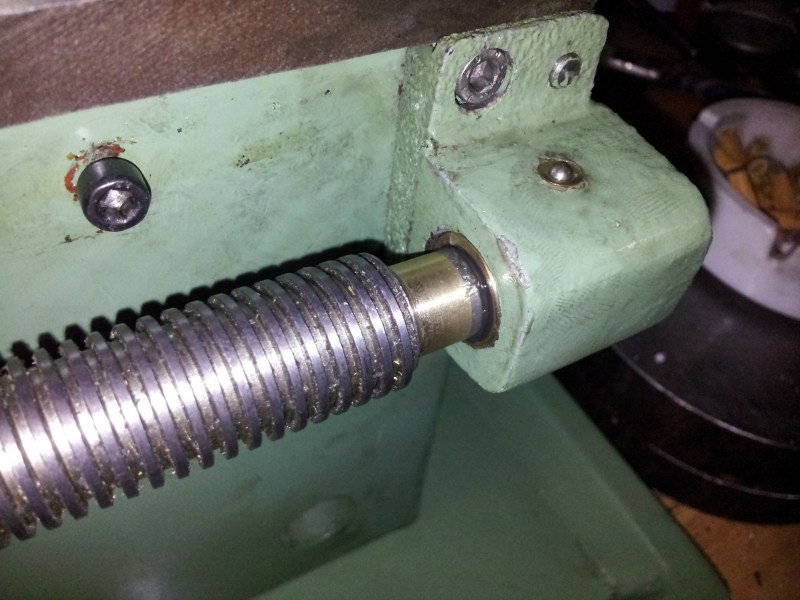
Sur cette photo, on peut distinguer le voile rattrapé. Le jour que l’on distingue est le chanfrein d’origine de la vis mère :

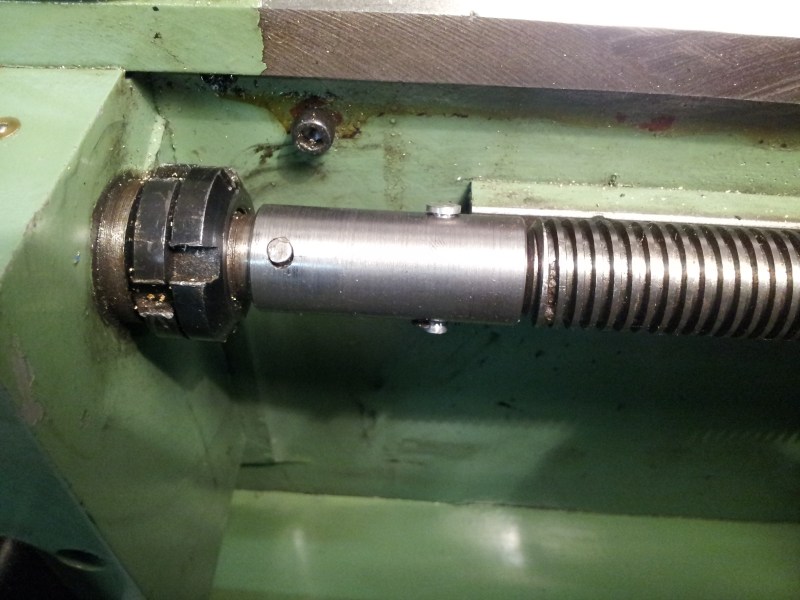
Il m’a fallu ensuite aléser un nouveau palier en laiton que j’ai entré en force à la place de celui d’origine :

La vis tourne désormais librement. J’ai ensuite réparé la noix d’entrainement. L’axe de sortie de pignonerie est un tube de 15.5mm de diamètre, alésé à 12 . J’ai tout simplement usiné un manchon alésé à ces côtes à chacune des extrémités :
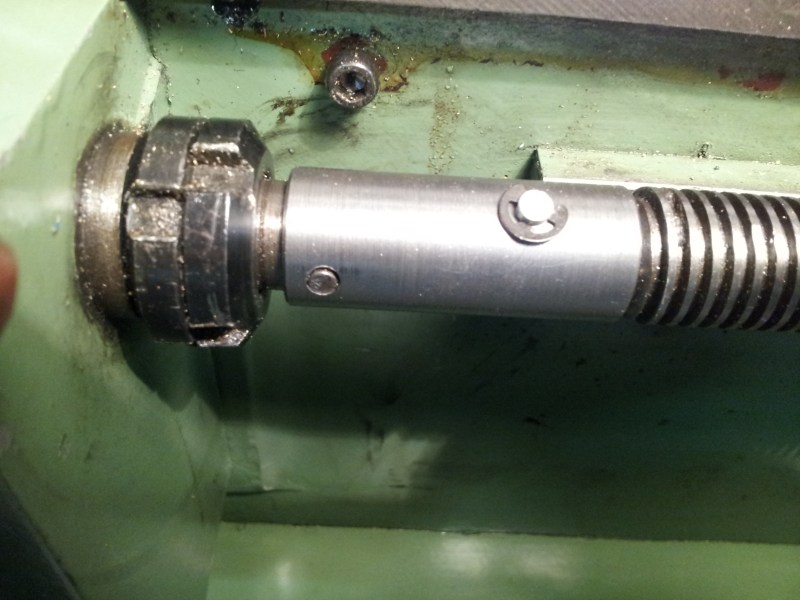
Pour plus de sécurité, j’ai goupillé la vis mère à l’aide d’une cheville en aluminium, pour qu’elle joue un rôle de fusible en cas de problème.
Au remontage, j’ai inspecté le tablier sur lequel il y a les commandes de chariotage. J’ai remarqué un jeu transversal important sur le petit pignon d’entrainement, et le pignon principal (celui qui engraine la crémaillère) était légèrement de travers ! J’ai calé le tout avec des rondelles en laiton que j’ai tournée, c’est maintenant impeccable. Le trainard est vraiment très (presque trop) fluide !
Du coup, j’ai monté la cale permettant le verrouillage du trainard, et m’en sers à chaque fois que je fais un dressage de face. (chose que je n’avais jamais fait avant…)
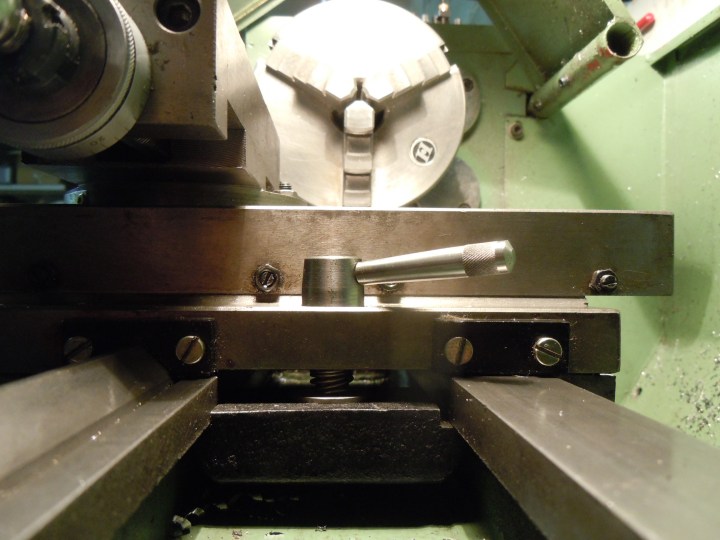
MAJ du 01/11/2012
Fabrication d’un levier de serrage rapide pour le trainard :



Voilà pour mes premières mésaventures, j’espère que le tour se comportera normalement maintenant !
Quoi qu’il en soit, je continuerai à alimenter ce post au rythme de nouvelles (mes)aventures, s’il y en a d’autres ! 🙂
Strib